The Blow Room Course of Stream Chart: A Complete Information to Cotton Fiber Preparation
Associated Articles: The Blow Room Course of Stream Chart: A Complete Information to Cotton Fiber Preparation
Introduction
On this auspicious event, we’re delighted to delve into the intriguing matter associated to The Blow Room Course of Stream Chart: A Complete Information to Cotton Fiber Preparation. Let’s weave attention-grabbing info and provide contemporary views to the readers.
Desk of Content material
The Blow Room Course of Stream Chart: A Complete Information to Cotton Fiber Preparation

The blow room is the essential first stage in cotton processing, tasked with cleansing and opening the uncooked cotton bales. This course of is significant for guaranteeing the following phases – carding, combing, drawing, and spinning – function effectively and produce high-quality yarn. A well-designed and maintained blow room considerably impacts the ultimate product’s high quality, yield, and cost-effectiveness. This text gives an in depth rationalization of the blow room course of movement chart, highlighting every stage and its significance.
I. Understanding the Uncooked Materials: The Cotton Bale
Earlier than deluding into the method movement, it is essential to know the situation of the uncooked materials. Cotton bales arrive on the mill compressed, containing a heterogeneous mixture of cotton fibers, seeds, leaves, stems, mud, trash, and different overseas supplies collected throughout harvesting and storage. These impurities can considerably impression yarn high quality, inflicting imperfections, weak factors, and unevenness. The blow room’s main operate is to successfully take away these contaminants whereas getting ready the cotton for the following phases of processing.
II. The Blow Room Course of Stream Chart: A Step-by-Step Breakdown
The blow room course of movement chart usually consists of the next phases:
(A) Bale Opening:
- Operate: This preliminary stage entails breaking open the tightly compressed cotton bales. That is usually achieved utilizing a bale opener, a machine outfitted with spiked rollers or a rotating drum that tears aside the bale and loosens the cotton fibers.
- Goal: To launch the compressed cotton and start the cleansing course of.
- Key Issues: Cautious bale opening is essential to forestall extreme fiber harm. The machine’s settings should be adjusted to stability efficient bale opening with minimizing fiber breakage.
(B) Hopper Feeder:
- Operate: The opened cotton is fed right into a hopper feeder, a big container that acts as a buffer between the bale opener and the following cleansing phases. This evens out the movement of cotton, stopping fluctuations that might disrupt the downstream processes.
- Goal: To supply a constant and managed feed of cotton to the cleansing machines.
- Key Issues: The hopper’s capability must be adequate to deal with the bale opener’s output and preserve a gradual provide.
(C) Cleansing Phases (A number of Phases):
That is the core of the blow room, usually involving a number of phases of cleansing to progressively take away impurities:
- 1. Scutching/Cleansing: This stage makes use of a collection of beaters, rotating cylinders with sharp tooth or paddles, to additional loosen the cotton and take away bigger trash particles like leaves, stems, and sticks. Airflow is employed to separate the lighter trash from the cotton fibers.
- 2. Mud Extraction: Specialised mud extraction programs, usually incorporating cyclones or filters, take away effective mud particles and different airborne contaminants. This improves air high quality within the blow room and prevents mud from accumulating in subsequent processing phases.
- 3. Seed Extraction: Seed extraction is often carried out utilizing a mixture of air currents and screens. Seeds are denser than cotton fibers and are successfully separated utilizing gravity and airflow. The effectivity of seed extraction instantly impacts the standard of the ultimate yarn.
- 4. Lint Cleansing: This stage focuses on eradicating smaller trash particles and quick, weak fibers. Machines just like the lap former or the cleaner additional refine the cotton, bettering its uniformity and cleanliness.
(D) Mixing:
- Operate: After the cleansing phases, the cleaned cotton from completely different bales is mixed collectively. This ensures uniformity within the fiber properties, decreasing variations within the ultimate yarn. Mixing minimizes the impression of variations in fiber size, power, and maturity between completely different bales.
- Goal: To create a constant and homogeneous cotton mix for subsequent processing.
- Key Issues: Efficient mixing requires exact management over the proportion of cotton from completely different sources. Fashionable blow rooms usually make the most of automated mixing programs to attain constant blends.
(E) Lap Formation:
- Operate: The cleaned and blended cotton is fashioned right into a steady internet known as a lap. This lap is a uniform sheet of cotton fibers, prepared for the carding course of. The lap former compresses the cotton fibers right into a constant thickness and density.
- Goal: To create a uniform and constant feed for the carding machine.
- Key Issues: The lap’s weight, density, and uniformity are essential for environment friendly carding and constant yarn high quality.
(F) Bale Formation (Elective):
- Operate: In some circumstances, the cleaned and blended cotton is compressed into smaller bales earlier than being transported to the carding room. This reduces cupboard space and simplifies materials dealing with.
- Goal: To supply a handy and environment friendly technique for transporting the cleaned cotton.
- Key Issues: The compression stage should be rigorously managed to forestall fiber harm.
III. Course of Stream Chart Visualization:
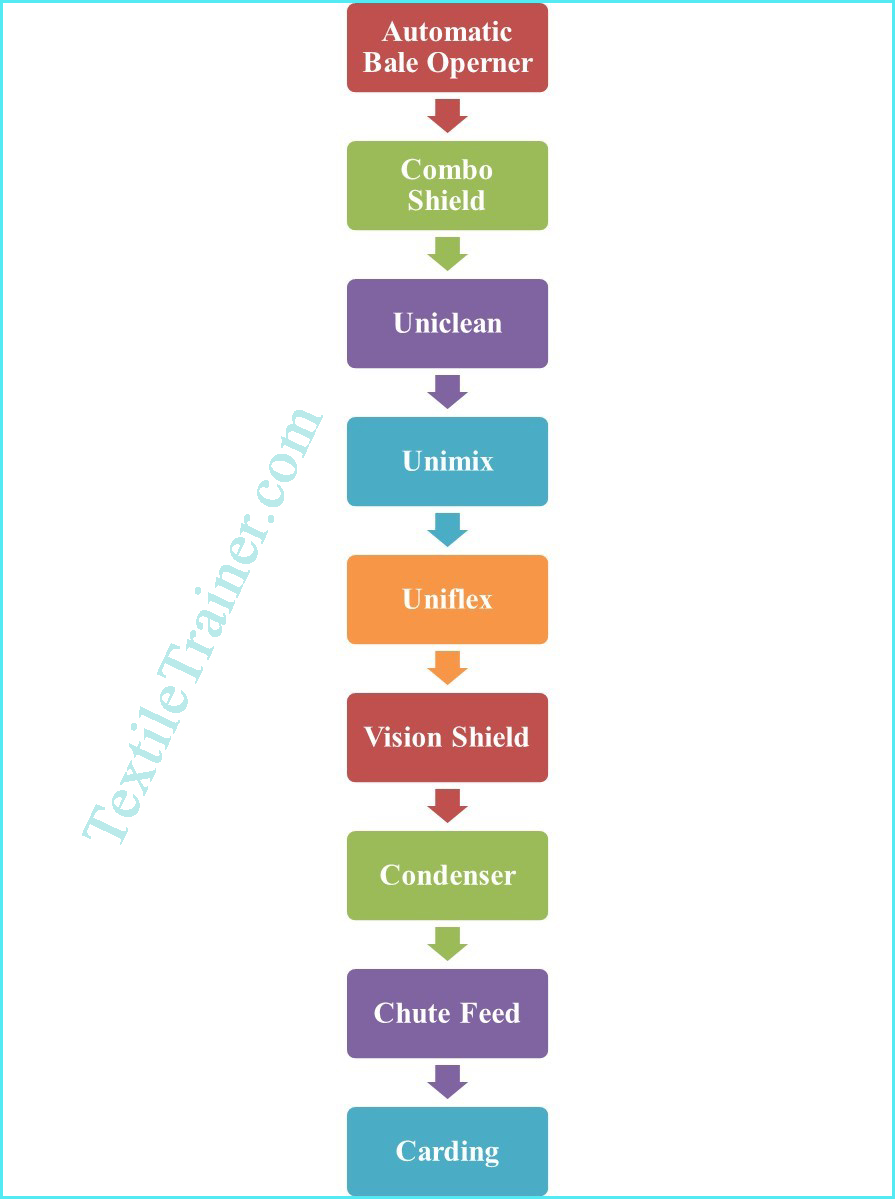
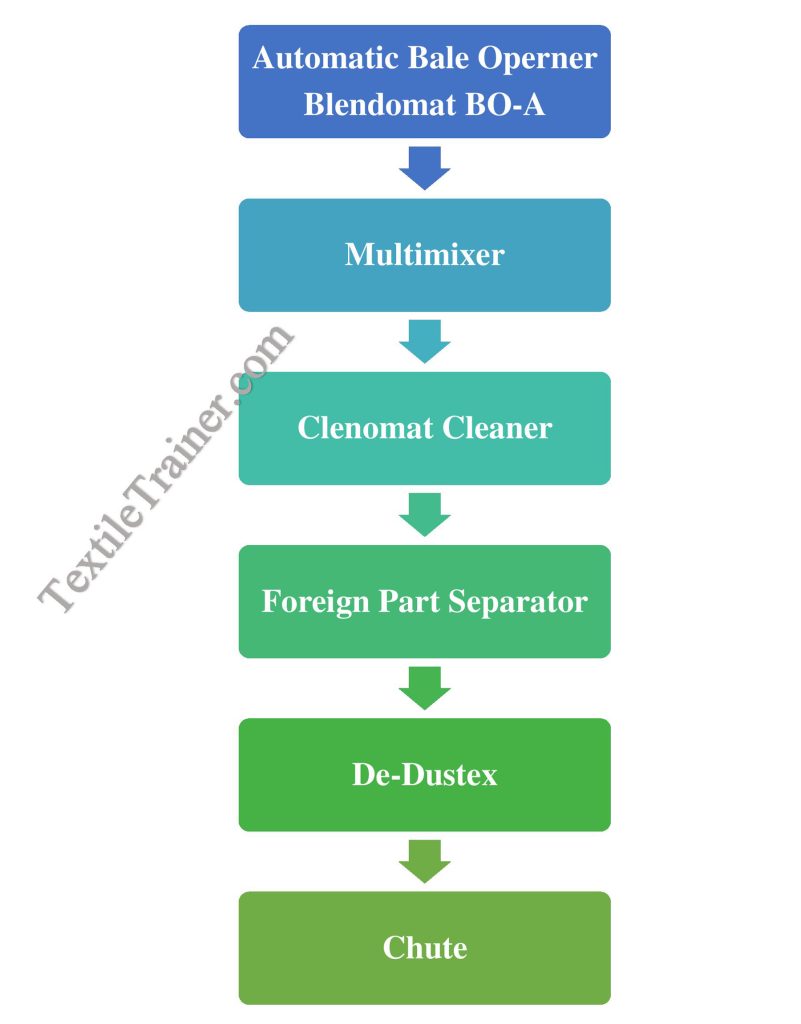
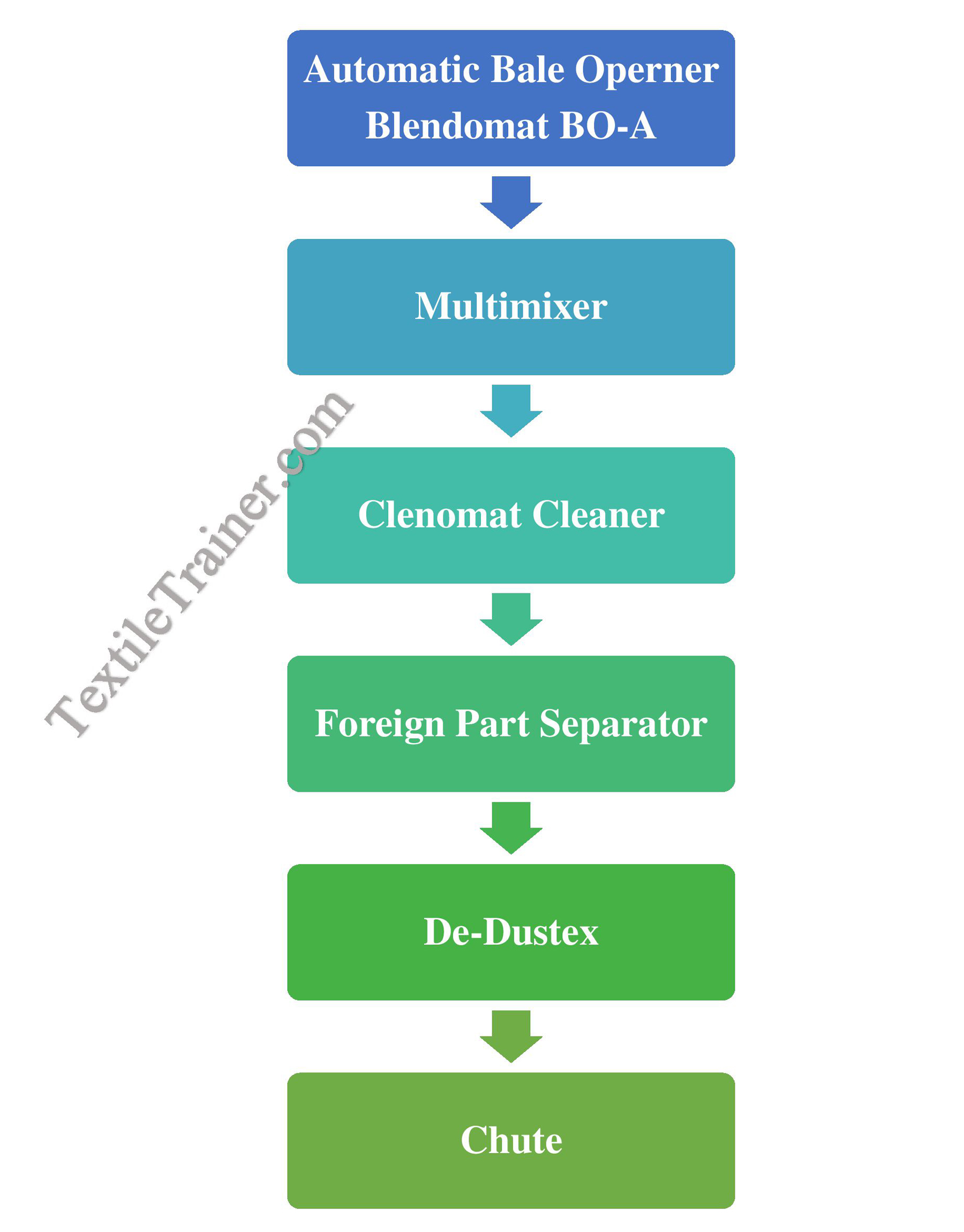
Whereas a textual description is useful, a visible illustration of the blow room course of movement chart is crucial for a complete understanding. A simplified flowchart might appear to be this:
[Cotton Bales] --> [Bale Opener] --> [Hopper Feeder] --> [Scutching/Cleaning] --> [Dust Extraction] --> [Seed Extraction] --> [Lint Cleaning] --> [Blending] --> [Lap Former] --> [Lap] --> [Optional: Bale Formation] --> [Carding Room]A extra detailed flowchart would incorporate particular machine names and present suggestions loops for high quality management and changes.
IV. Key Parameters and High quality Management:
All through the blow room course of, a number of key parameters are monitored to make sure optimum efficiency and product high quality:
- Trash Content material: The proportion of impurities remaining within the cleaned cotton. This can be a crucial indicator of the blow room’s effectivity.
- Fiber Size and Uniformity: The typical fiber size and the distribution of fiber lengths. This impacts the power and high quality of the ultimate yarn.
- Moisture Content material: The moisture content material of the cotton impacts its processing traits. Sustaining optimum moisture ranges is essential for environment friendly processing.
- Airflow and Stress: Correct airflow and stress are important for efficient trash elimination and fiber separation.
- Machine Settings: The settings of every machine should be adjusted to optimize efficiency and reduce fiber harm.
Common high quality management checks are important to make sure that the blow room is working inside the specified parameters. Samples are taken at numerous phases of the method and analyzed to establish any deviations from the specified high quality requirements. Corrective actions are taken promptly to deal with any recognized issues.
V. Technological Developments in Blow Room Know-how:
The blow room has seen important technological developments lately, geared toward bettering effectivity, decreasing vitality consumption, and enhancing product high quality. These developments embrace:
- Automated Management Methods: Fashionable blow rooms make the most of refined management programs that monitor and regulate machine parameters in real-time, optimizing efficiency and minimizing waste.
- Excessive-Effectivity Cleansing Methods: New cleansing applied sciences, corresponding to superior air cleansing programs and improved seed extraction mechanisms, improve cleansing effectivity and scale back trash content material.
- Fiber-Pleasant Processing: Emphasis is positioned on minimizing fiber harm in the course of the cleansing course of, guaranteeing that the fibers stay intact for subsequent processing phases.
- Knowledge Analytics and Predictive Upkeep: Knowledge analytics are used to watch machine efficiency and predict potential upkeep wants, minimizing downtime and maximizing productiveness.
VI. Conclusion:
The blow room is a crucial part of the cotton processing chain. A well-designed and successfully managed blow room ensures the manufacturing of high-quality yarn by eradicating impurities and getting ready the cotton for subsequent processing phases. Understanding the method movement chart, key parameters, and technological developments in blow room know-how is crucial for optimizing the effectivity and productiveness of all the textile manufacturing course of. Steady enchancment and the adoption of recent applied sciences are very important to sustaining a aggressive edge within the textile trade. The way forward for blow room know-how will doubtless deal with additional automation, improved effectivity, and sustainable practices to attenuate environmental impression.




Closure
Thus, we hope this text has offered priceless insights into The Blow Room Course of Stream Chart: A Complete Information to Cotton Fiber Preparation. We admire your consideration to our article. See you in our subsequent article!